| 工人人数:10-30人 | 加工产品种类:铝合金结构 | 加工设备:氩弧焊机 |
| 结算方式:3-6-1结算 | 日加工能力:50件 | 品牌:韵弘 |
| 产地:郫县 | 颜色:定制 |
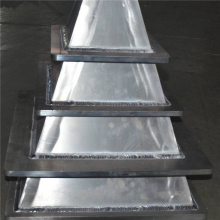
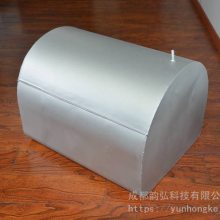
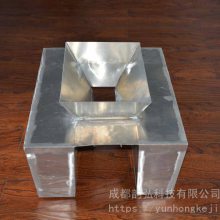
铝合金桥梁焊接厂家 桥梁支架铝合金焊接
铝合金焊接是指铝合金材料的焊接过程。铝合金强度高和质量轻。主要焊接工艺为手工MIG焊(熔化极惰性气体保护焊)和自动MIG焊,其母材、焊丝、保护气体、焊接设备。

铝合金焊接常规的有如下几种焊接方式:
1、铝氩弧焊机焊接,比如采用交流铝氩弧焊焊接,这种在***的特种焊接门市,焊接加工厂都需要具备的基本设备。
2、铝脉冲气体保护焊机,比如威欧丁MIG500或者MIG350,这种脉冲气体保护焊机焊接效率比较高,适合对于成型要求不是那么严格的铝结构件焊接。
3、铝电焊条焊接,用直流电焊机焊接,电焊条要***起弧性能好,焊接成型美观的铝电焊条焊接,比如WEWELDING555铝电焊条焊接
4、低温铝焊接用火焰焊接,这种一般是薄料的铝合金,采用比如低温179度的M51,或者低温385的WEWELDING53低温焊丝焊接。
***铝材送丝工具,一套工具将包含以下物品:
1 .非金属衬管——设计来程度减小送丝摩擦
2. U型槽驱动滚轮——用来避免教软的铝丝断裂或者变形。这些驱动滚轮不会象V型槽滚轮一样刮伤铝丝。使用V型槽滚轮的话,会让焊丝刮花衬管造成堵塞,引起送丝故障。
3.进口和出口引导装置——设计来避免焊丝刮伤。
4.接触头——使用在铝材焊接的接触头有更大直径的开口,因为在铝丝升温时,产生的膨胀比钢材多。因此,铝丝***接触头的尺寸在小得足够保持电接触的同时,又足够允许膨胀。
***铝合金焊丝应注意的问题如下:
1)焊接接头的裂纹敏感性
影响裂纹敏感性的直接因素是母材与焊丝的匹配。***熔化温度低于母材的焊缝金属,可以减小焊缝金属和热影响区的裂纹敏感性。例如,焊接硅含量0.6%的6061合金时,***同一合金作焊缝,裂纹敏感性很大,
但用硅含量5%的ER4043焊丝,由于其熔化温度比6061合金低,在冷却过程中有较高的塑性,所以抗裂性能良好。此外,焊缝金属避免镁与铜的组合,因为Al-Mg-Cu有很高的裂纹敏感性。
2)焊接接头的力学性能
工业纯铝的强度,4000系列铝合金居中,5000系列铝合金强度。铝硅焊丝虽然有较高的抗裂性能,但含硅焊丝的塑性较差,所以对焊后需要塑性变形加工的接头来说,应避免***含硅焊丝。
填充金属的选择除取决于母材成分外,还与接头的几何形状、运行中的抗腐蚀性要求以及对焊接件的外观要求有关。例如,为了使容有良好的抗腐蚀能力或防止所储存产品对其的污染,储存化氢的焊接容器要求高纯度的铝合金。在这种情况下,填充金属的纯度至少要相当于母材。